


“Il n’y a pas de pire gaspillage que de produire quelque chose dont vous n’avez pas besoin immédiatement et de le stocker dans un entrepôt. (…) Avant, nous pensions que le premier processus de fabrication (amont) envoyait les pièces au stade suivant de production (aval). (…)
Mais nous avons décidé d’inverser ce processus et de considérer ce qui se produirait si les derniers stades devenaient les premiers et s’ils n’utilisaient que le matériel nécessaire à cet instant. (…)”
Taïchi Ohno – Ingénieur Toyota
Le but n’est pas d’opposer deux méthodes, mais de comprendre quand le modèle MRP atteint ses limites, et à quel moment il devient pertinent de basculer vers un pilotage en flux tirés.
Les organisations flux poussés (MRP) et flux tirés
Définition et fonctionnement MRP (Flux Poussés)
Aujourd’hui, la planification des activités de production et d’approvisionnements est de plus en plus compliquée : les délais demandés par les clients se réduisent, l’exigence en qualité et en respect des délais augmente, les catalogues de produits grossissent, leur durée de vie est de plus en plus courte et l’horizon prévisionnel diminue. Pour autant, le mode de pilotage majoritaire des flux industriels est toujours le MRP, un modèle développé durant les années 50, à une époque où on vendait ce que l’on fabriquait (la demande était supérieure à l’offre).
Le modèle flux poussé (MRP) repose sur la capacité à prévoir et à planifier. Devant l’augmentation de la variabilité de la demande (et donc des prévisions), le raccourcissement des horizons d’analyse, les « calculs de besoins » sont exécutés de plus en plus souvent (jusqu’à 2 fois par jour), les sécurités* ont été augmentées et on ne cesse d’améliorer la justesse des prévisions.
Le constat reste pourtant toujours le même :
- des stocks déséquilibrés
- des manques et des ruptures pour les produits nécessaires
- des surstocks pour les produits inutiles
De surcroit, l’accroissement de la fréquence de lancement des calculs de besoin a entrainé un accroissement du volume de travail à l’ordonnancement et la planification. Et pour les ateliers et les approvisionnements, des instructions contradictoires.
* Le paramétrage du calcul de besoin MRP autorise :
- L’utilisation d’un Stock de sécurité : quantité statique (saisie) qui déplace le zéro du calcul de besoin net.
- Point de commande : valeur statique (saisie), révisée à fréquence « relative ». L’atteinte de ce seuil déclenche un Ordre de fabrication ou d’approvisionnement. L’utilisation de « points de commande » crée une rupture dans le calcul de besoin avec les niveaux amont.
L’organisation Flux poussé (MRP) : un modèle qui a atteint ses limites dans la supply chain actuelle
Pour compléter le tableau, la multiplicité des produits, la diminution de leur durée de vie et même leur complexité impose un volume de travail important pour les équipes en charge de maintenir les données techniques, dont la qualité est un pilier du fonctionnement du modèle MRP (Les composants de la nomenclature sont tous dépendants). Il est très courant de rencontrer des entreprises qui ont au fil du temps laissé dériver les données techniques. Les décisions sont alors prises en dehors de l’ERP (sous Excel) et réinjectées dans l’ERP.
Pourquoi cette situation ? Parce que l’horizon de calcul du MRP est supérieur à la somme de tous les lead time, de la production du produit fini jusqu’aux approvisionnements extérieurs. Ainsi, le prévisionnel des ventes, indispensable au MRP, couvre plusieurs mois, voire plusieurs trimestres… On voit donc que par nature le modèle MRP n’est plus adapté au monde actuel : les décisions prises aujourd’hui seront contredites demain, avec pour conséquence : Un effort important et constant des équipes en charge de piloter la Supply Chain pour une performance décevante.
Pour pallier les défauts du MRP, les entreprises ont recours à des APS. Leur fonction première est d’optimiser l’ordonnancement des ordres de fabrications de manière à réduire les temps de traversée et mieux utiliser les ressources industrielles. Dans la majorité des cas, sans remettre en cause la qualité de ses outils, l’effet est décevant. Pourquoi ? Parce que les APS ne décident pas de ce que l’on lance en production (ce n’est pas leur fonction). Ils optimisent les décisions « déjà » prises. En somme, ils interviennent trop tard.
Il faut donc revoir la copie et penser autrement pour atteindre le Juste-à-Temps. Comment ?
En implémentant une organisation et un pilotage « Flux Tirés » de la Supply Chain.
Mais la vraie question n’est pas seulement théorique : à quel moment faut-il continuer à piloter en MRP, et à quel moment faut-il envisager un autre mode d’organisation des flux ?
C’est là que la comparaison avec les Flux Tirés prend tout son sens.
Philosophie « Flux Tirés »
L’organisation « Flux Tirés » a été pour la 1ère fois formalisée par Taichi Ohno (Ingénieur Toyota et père du TPS) notamment avec le développement de la méthode Kanban :
« Il n’y a pas de pire gaspillage que de produire quelque chose dont vous n’avez pas besoin immédiatement et de le stocker dans un entrepôt. (…) Avant, nous pensions que le premier processus de fabrication (amont) envoyait les pièces au stade suivant de production (aval). (…) Mais nous avons décidé d’inverser ce processus et de considérer ce qui se produirait si les derniers stades devenaient les premiers et s’ils n’utilisaient que le matériel nécessaire à cet instant. (…) »
Les principes de fonctionnement de l’organisation « Flux Tirés »
- Seul le besoin aval provoque la quantité à produire ou à approvisionner par l’amont,
- L’ensemble des flux industriels est décomposé en relations Client/Fournisseur,
- Chaque relation Client/fournisseur est définie par un jeu de paramètres et une formule de calcul.

Les paramètres “Flux tirés”
| CMJADU | Consommation Moyenne Journalière
Elle dimensionne par produit la relation client-fournisseur et est définie sur une période représentative de l’activité de l’entreprise. |
| LEEQ | Limite d’Engagement ou Lot Economique Série de lancement du fournisseur. Elle peut être exprimée en quantité ou en jours. |
| TALT | Temps Alloué par le fournisseur (Lead Time) Délai nécessaire pour programmer, fabriquer et livrer le client (atelier ou magasin).Exprimé en jours. |
| SMMSS | Stock Minimum (Sécurité)
Sécurité pour répondre aux fluctuations de la demande. Exprimé en jours ou en % du TA (délai). |
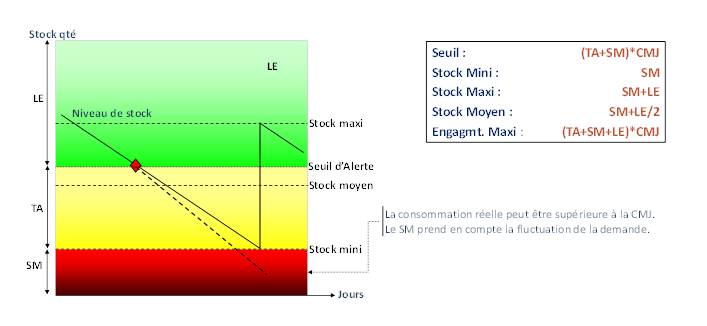
Les formules de calcul du flux tirés
- Soit R les ressources : R = Stocks + Encours
- Soit S le seuil de déclenchement : S = (TA + SM) x CMJ
Ainsi, si R < S, alors il est temps de lancer une fabrication ou un approvisionnement de LE pièces.
Le découplage par les stocks
La mise en place d’une organisation « Flux Tirés » correspond donc à décorréler la demande (l’aval) du producteur (l’amont) en pilotant dynamiquement un stock tampon entre les deux :
- Simplification : Décomposition du flux en niveaux « indépendants »,
- Réactivité : le positionnement d’un stock de découplage permet de « casser » le délai,
- Synchronisation : chaque niveau travaille au même rythme grâce à la CMJ.
La CMJ permet de redimensionner, en temps réel, l’ensemble des flux. - Robustesse : l’indépendance des niveaux empêche la propagation des erreurs.
Exploitation des paramètres
Comparatif MRP vs Flux Tiré, lequel est adapté à votre réalité terrain?
Le MRP et les Flux Tirés ne répondent pas à la même logique. L’un organise les flux à partir de prévisions, l’autre à partir de la demande réelle. Ce comparatif permet de visualiser plus clairement dans quels cas un pilotage tiré devient pertinent.
| Critère | MRP | Flux Tirés |
|---|---|---|
| Logique de pilotage | Planification poussée à partir de prévisions et de calculs de besoins | Pilotage à partir de la consommation réelle et de la demande aval |
| Déclenchement des lancements | Ordres lancés selon un calcul anticipé | Lancements déclenchés par le besoin réel |
| Rôle des prévisions | Central dans le fonctionnement quotidien | Utiles pour le dimensionnement, mais pas pour déclencher chaque action |
| Gestion des stocks | Les stocks servent souvent de sécurité face à l’incertitude | Les stocks sont pilotés comme des points de découplage et de synchronisation |
| Réactivité face aux variations | Plus faible lorsque la réalité s’éloigne des prévisions | Plus forte lorsque les flux sont pilotés à partir de la consommation réelle |
| Charge de pilotage | Souvent importante pour l’ordonnancement et les ajustements | Plus lisible et plus simple si les règles de pilotage sont bien définies |
| Robustesse face à la variabilité | Peut vite montrer ses limites | Souvent plus adaptée dans des environnements mouvants |
| Signaux de bascule | Trop de corrections manuelles, dépendance à Excel, stocks déséquilibrés, goulots, délais trop longs | Besoin de pilotage plus réactif, meilleure synchronisation, réduction des stocks et des ruptures |
- MRP >>> planification poussée, dépendante des prévisions
- Flux Tirés >>> pilotage par la demande réelle
- Points de bascule >>> variabilité / goulots / stock
Tester le potentiel de transformation : diagnostic Flux Tirés gratuit avec AD6-Diag
Pilotage « Flux Tirés » : où le mettre en œuvre ?
Au-delà, de la littérature courante, tous les domaines d’activité industrielle ou de négoce, fournissant des produits en grandes, moyennes ou petites séries, peuvent fonctionner en Flux Tirés.
Il est pourtant courant de lire que le Kanban convient davantage à un système de fabrication massive avec peu de variations : production en continu et stabilisée, haut degré de standardisation et de synchronisation des produits, …
C’est totalement faux, et c’est même le contraire !
L’organisation « Flux Tirés » prend toute sa valeur dans des conditions « volatiles, incertaines, complexes et ambiguës », et son efficacité fait une énorme différence avec tous les autres systèmes.
Autrement dit, les Flux Tirés ne sont pas réservés à des environnements parfaits ou totalement stables.
Ils prennent au contraire toute leur valeur lorsque la variabilité augmente, que les prévisions perdent en fiabilité et que le pilotage quotidien devient trop lourd à maintenir dans un fonctionnement purement MRP.
Dans quel contexte passer du MRP aux Flux Tirés ?
Le passage d’un pilotage MRP à une organisation en Flux Tirés ne se décide pas par effet de mode. Il devient pertinent lorsque certains signaux terrain reviennent de manière récurrente :
- des stocks élevés, mais un taux de service qui reste insuffisant
- des ruptures sur les pièces utiles, malgré un niveau global de stock important
- une charge croissante sur l’ordonnancement et la planification
- des ajustements permanents réalisés en dehors de l’ERP
- des équipes qui passent plus de temps à corriger le système qu’à piloter les flux
- une variabilité que les prévisions absorbent de moins en moins bien
Dans ces situations, la question n’est plus seulement “comment mieux paramétrer le MRP ?”, mais “quel mode de pilotage permettra réellement de retrouver de la cohérence, de la réactivité et de la robustesse ?”
Ce que les Flux Tirés changent concrètement dans une organisation industrielle
Le passage aux Flux Tirés ne change pas seulement un calcul. Il transforme la manière de piloter :
- les ateliers travaillent davantage à partir de la consommation réelle
- les approvisionnements deviennent plus synchronisés avec le besoin aval
- les délais peuvent être mieux maîtrisés grâce au découplage
- les stocks deviennent des leviers pilotés, et non des conséquences subies
- les équipes gagnent en visibilité sur les priorités réellement utiles
Concrètement, cela permet souvent de réduire les arbitrages permanents, de fluidifier la coordination entre production et approvisionnements, et de rendre le pilotage plus lisible pour le terrain.
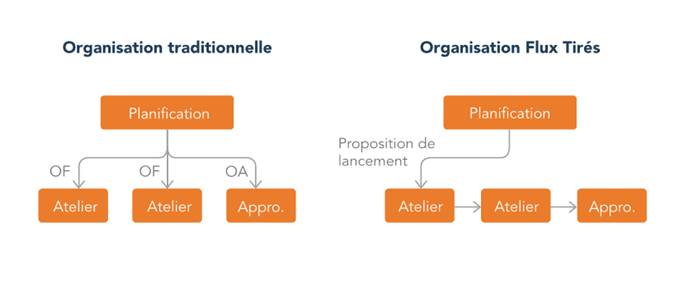
Flux poussés (MRP) vs Flux Tirés : quelle différence fondamentale ?
Pour conclure, le pilotage « Flux Tirés » ou MRP (Flux Poussés) de la Supply Chain utilisent les mêmes données d’entrée. Alors, quelle est la différence fondamentale entre les deux méthodes ?
Dans un fonctionnement MRP, les prévisions déclenchent les lancements (Ordres de fabrication, d’approvisionnement, …), alors que dans une organisation « Flux Tirés » elles servent à dimensionner un niveau d’activité. Les lancements sont déclenchés par la réalité des livraisons et consommations.
Comprendre cette différence est une première étape.
La suivante consiste à évaluer dans quelle mesure votre propre supply chain gagnerait à rester pilotée en MRP, à évoluer vers des Flux Tirés, ou à combiner plusieurs logiques de pilotage selon les flux concernés.
En réalité, le passage du MRP vers un modèle tiré ne se décide pas sur la théorie, il se mesure sur vos propres données. Avec AD6-Diag, il est possible de simuler vos gains et bénéfices d’un passage aux Flux Tirés.
Si le potentiel est validé, le pilotage opérationnel peut ensuite être assuré par AD6-FluxTirés, qui orchestre l’ensemble de la supply chain selon la demande réelle.
Vous voulez objectiver les gains possibles d’un passage en Flux Tirés ? Découvrez notre guide de diagnostic supply chain.
Vous pouvez aussi approfondir notre approche avec la page Flux Tirés.
FAQ Flux poussés (MRP) vs Flux Tirés
Quelle est la différence entre MRP et Flux Tirés ?
Le MRP pilote les flux à partir de prévisions et de calculs de besoins, tandis que les Flux Tirés pilotent les lancements à partir de la consommation réelle et de la demande effective. La différence fondamentale tient donc au mode de déclenchement : prévision d’un côté, besoin réel de l’autre.
Le MRP est-il dépassé ?
Pas forcément. Le MRP reste utile dans certains contextes, mais il montre plus vite ses limites lorsque la variabilité augmente, que les prévisions deviennent moins fiables et que les équipes passent trop de temps à corriger les décisions prises en amont.
Dans quels cas les Flux Tirés deviennent-ils pertinents ?
Les Flux Tirés deviennent particulièrement pertinents lorsque les stocks restent élevés malgré un service insuffisant, que les ruptures se multiplient, que l’ordonnancement devient trop lourd ou que le pilotage quotidien dépend de trop nombreux ajustements manuels.
Quels sont les bénéfices attendus d’une organisation en Flux Tirés ?
Une organisation en Flux Tirés peut permettre de mieux synchroniser les approvisionnements et la production avec la demande réelle, de réduire certains déséquilibres de stock, de rendre les flux plus réactifs et de simplifier le pilotage opérationnel.
Comment savoir si ma supply chain doit évoluer du MRP vers les Flux Tirés ?
La meilleure approche consiste à observer les signaux terrain : niveau de stock, ruptures, charge d’ordonnancement, décisions prises hors ERP, qualité du service, variabilité de la demande. C’est l’analyse du contexte réel qui permet de déterminer si un passage aux Flux Tirés est pertinent, sur quel périmètre, et dans quelles conditions.
Quelle différence entre DDMRP et Flux Tirés ?
Les Flux Tirés sont une logique globale de pilotage par la demande réelle. Le DDMRP est une méthode concrète qui s’inscrit dans cette logique. Il ne s’agit donc pas de deux approches opposées : le DDMRP fait partie des outils qui permettent de mettre en œuvre les Flux Tirés selon le contexte.
